Test: CNC Software EMC (Linux)
Als ich dann beim Aufräumen 2 grosse Schrittmotore aus einem Wang Dasher der 70er Jahre fand, die auch noch einfach auf den Support meiner Drehbank zu adaptieren waren, startete ich dieses Projekt.
Komponenten
- 2 Schrittmotore unipolar, 6 Volt 3A pro Phase, 1.8° pro Schritt
- 1 Schrittmotorsteuerung für den Parallelport eines Notebooks
- 1 Labornetzteil 5V 3A
- 1 Notebook
- CNC-Software EMC (eine eigenständige kleine Realtime-Linux Distribution)
Aufbau
Es wurde zunächst ein Motor an meine Hobbymat MD65 (baugleich Proxxon) angebaut.
Ich habe hier die y-Achse (Planschieber) gewählt, um gute Oberflächen erstellen zu können.
Hier fällt es auch nicht ins Gewicht, wenn bei meiner minimalistischen Schrittmotorsteuerung mal ein Schritt verloren geht.
Hier der Support vor dem Umbau:
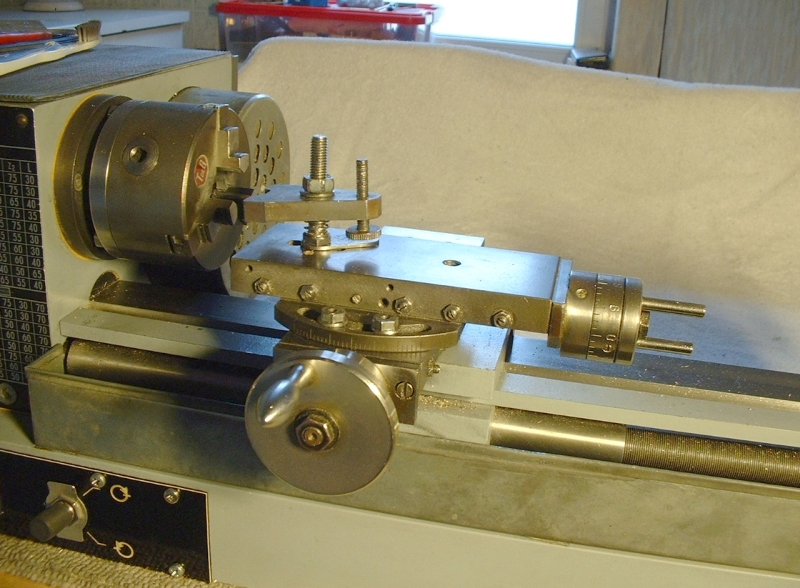
Die Spindel hat ein normales M6-Gewinde mit der bekannt praktischen Steigung von einem Milimeter pro Umdrehung.
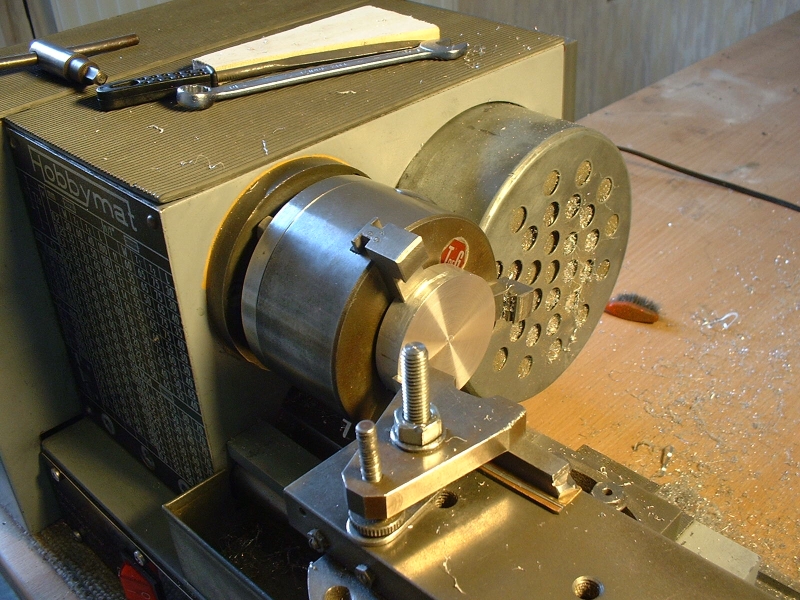
Und hier mit montiertem Motor:
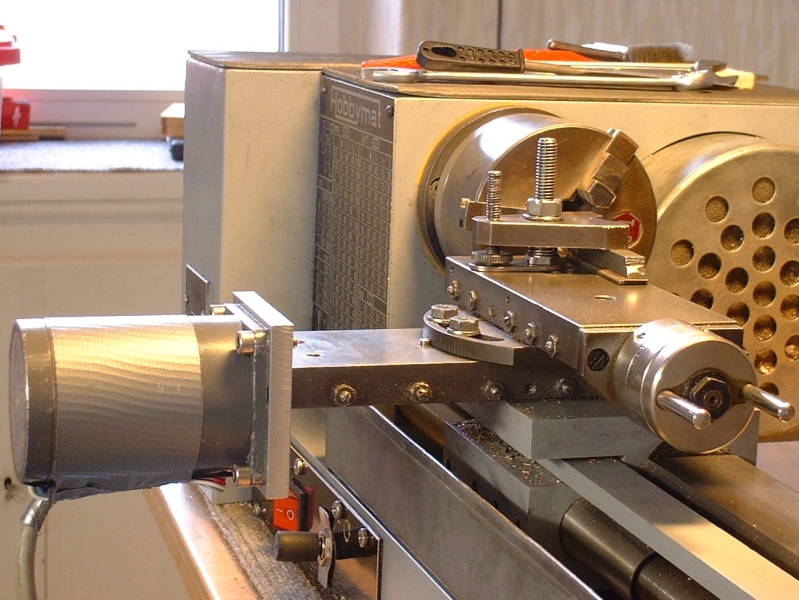
Die Spindel wurde gegen die Gewindestange M6 ausgetauscht und mit einer Hülse an die Achse des Motors adaptiert.
Für das Anflanschen des Motors wurde noch eine rechteckige Platte aus 8mm starkem Aluminium gefertigt.
Die Steuerung:
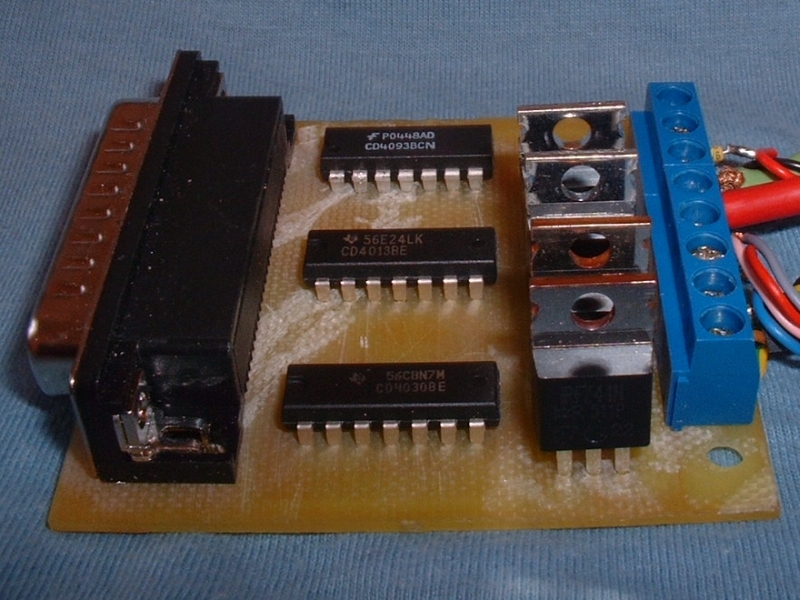
Der Preis der verwendeten Bauteile beläuft sich auf unter 12 EUR. Dafür fehlen natürlich wichtige Details von grossen Stepperkarten: nicht kurzschlussfest, nur Halbschrittfähig, keine Strombegrenzung oder Abschaltung (die Motore werden daher im Stand sehr heiss). Für eine Einarbeitung in die Materie ist dies jedoch völlig ausreichend. Wer
unbedingt will, findet den Schaltplan im Download-Bereich
Die Software EMC:
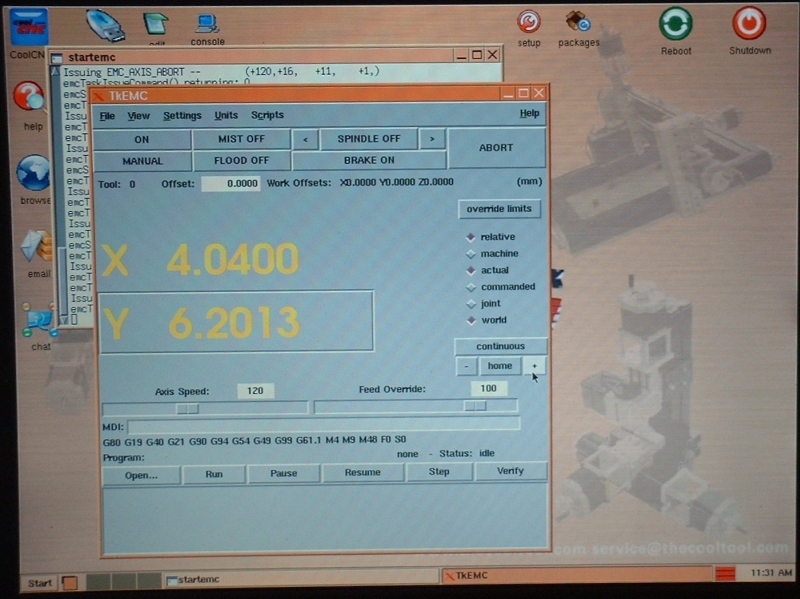
EMC steht für Enhaced Machine Controller; Es war bei weitem der schwierigste Teil,
dieses Ding zu besorgen und in Betrieb zu nehmen. Die Software ist frei erhältlich, es stehen Beispielkonfigurationen für Drehmaschinen und Fräsen zur Verfügung.
EMC liest als Textdatei vorliegenden G-Code und sendet die benötigten Informationen zum Bewegen der Achsen sowie für Nebenfunktionen (Not-Aus, Kühlmittel,...) an die Steuerkarte.
Probelauf
Plandrehen einer Scheibe
Die eingespannte Scheibe soll möglichst hochwertig plangedreht werden - Die Macken in der Mitte sind so tief, dass ich sie für dieses Probestück nicht überdrehen werde.
Zustellung 1 Zehntel mm

Man sieht deutliche Rillen, der Motor ist hier auch schon an seiner Leistungsgrenze angekommen
und verliert Schritte, wenn der Support nicht sehr leichtgängig ist.
Rückfahrt ohne weiteres Zustellen

Um die Oberfläche besonders fein zu bekommen, habe ich den Planschieber 4 x Hin und zurück fahren lassen
fertige Fläche:
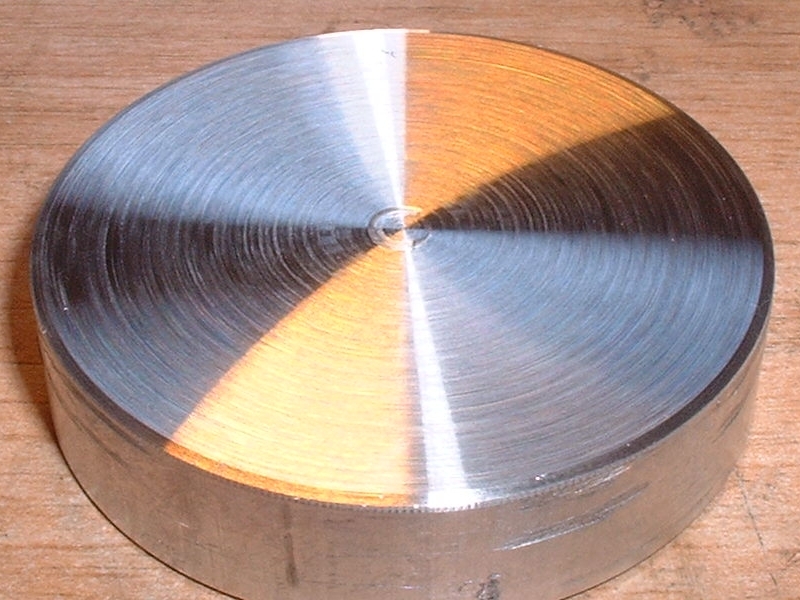
Das fertige Ergebnis ist sehr gut (das Foto verhält sich hinsichtlich der Oberflächengüte sehr feindselig).
Es lässt sich jedoch durch folgende Massnahmen noch verbessern:
- Spanabheben nur in jeweils einer Richtung um das Supportspiel auszugleichen
- Statt dem Abstechmeissel einen vernünftig angeschliffenen verwenden ...
- Die Zustellgeschwindigkeit von aussen nach innen zunehmend programmieren, um die Schnittgeschwindigkeit konstant zu halten ?
- Einsatz einer professionellen Schrittmotorkarte mit mehr Kraft
Fazit
Auch wenn die Thematik spannend ist, sehe ich für mich an der Drehbank keine sinnvolle Verwendung für eine CNC-Unterstützung. Eine leistungsfähige Ausstattung mit guten Motoren und einer Mikroschritt-fähigen Steuerungskarte / Endstufe sowie das nötige Netzteil kommen locker auf 600 EUR. Da ich keine Kleinserien sondern Einzelstücke fertige, lohnt das nicht. Auch die Qualität bekomme ich mit der Hand besser hin, weil ich beim manuellen Drehen sehe und fühle und so Druck und Geschwindigkeit des Zustellens verändern kann.Für eine Fräse (die ich jedoch leider nicht besitze) sieht die Sache sicher total anders aus, hier sind plötzlich Sachen möglich die vorher einfach nicht gingen - z. B. 3d-Fräsen von Gesichtern in Hartschaum.